 Перейти к содержимому
Перейти к содержимому 
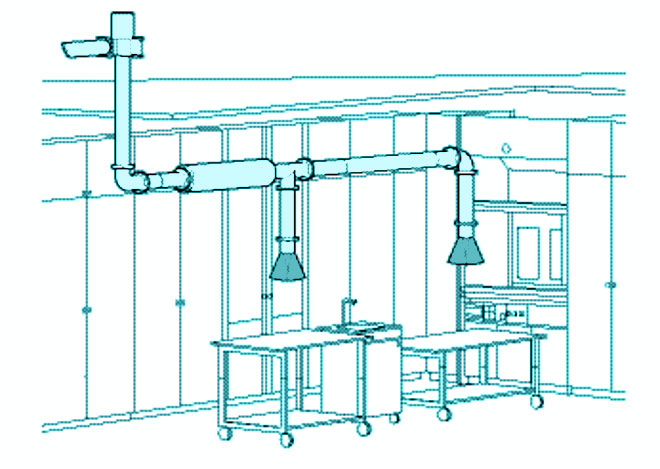
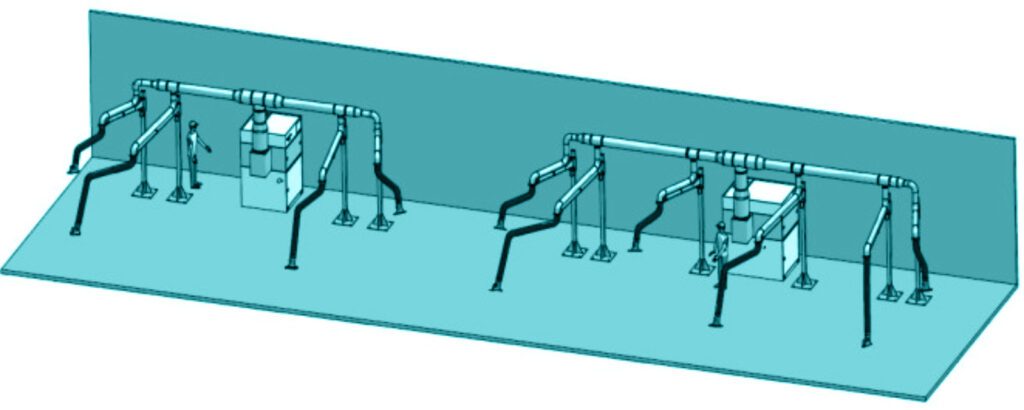
В сварочных цехах необходимо применять общеобменную и местную вентиляцию. Сварочные посты всех видов сварки должны быть оборудованы местной вентиляцией.
Расчет воздухообмена в сварочных цехах можно производить по удельному расчетному воздухообмену в зависимости от свариваемых и сварочных материалов для различных видов сварки и тепловой резки:
![]()
Lp – расчетный воздухообмен, ![]() на 1 кг израсходованного сварочного материала, который определяют по таблицам 1, 2, 3, 4, 5, 6;
на 1 кг израсходованного сварочного материала, который определяют по таблицам 1, 2, 3, 4, 5, 6;
q – расход сварочного материала, кг/ч, который принимают по данным технологического процесса для одного сварочного поста;
m – количество сварочных постов;
n – виды сварки.
При тепловой резке, газосварке и плазменной обработке расчетный воздухообмен определяют по таблицам 1, 2, 5.
При расчете потребного воздухообмена для разбавления вредных газов и аэрозолей по ПДК принимают количество приточного воздуха по тому вредному веществу, которое требует наибольших объемов (определяющее вредное вещество).
При определении величины общего воздухообмена необходимые объемы воздуха для каждого вида сварки суммировать.
Расчетные удельные воздухообмены при проектировании общеобменной вентиляции при электросварочных и газорезательных работах
Технологические Операции | Сварочные материалы | Расчетный воздухообмен, | |
Производственных помещений | Судовых помещений | ||
1 | 2 | 3 | 4 |
Ручная сварка электродами с толстым покрытием |
УОНИ-13/45, УОНИ-13/55 ЭА-606/11, ЭА-981/15 ЭА-48М/18 ЭА-395/9 АНО-3, АНО-4 | На 1 кг израсходо электродов 7000 10000 5000 9000 5000 | ванных
3500 5000 4000 4500 2500 |
Полуавтомати-ческая Сварка в среде СО2 |
Св-08Г2С Св208Г2С Св-08 19Н11Ф2С2 Св-08Г6Х16Н25М6 | На 1 кг израсходо сварочной 4000 7000 12000 | ванной проволоки 2000 3500 6000 |
Сварка плавящим электородом в Аргоне или гелии Сварка неплавящим Электродом в аргоне или гелии |
Алюминиевые сплавы титановые сплавы медный МНЖКТ-5-1-0,2-0,2 Алюминиевые сплавы титановые сплавы | На 1 кг израсходо сварачной 10000 1000 11000 2500 800 | ванной проволоки 10000 1000 11000 2500 800 |
Воздушно-дуговая строжка | Сталь 45Г17103 Сплав титана | На 1 кг угольных | электродов 50000 |
Газовая резка | Сталь 45Г17103 = 5 мм = 10 мм = 20 мм Углеродистая и низколегированная сталь Сплав титана = 4 мм = 12 мм = 20 мм = 30 мм | На пог.м реза На 1 На 1 пог. м реза
|
1250 3100 5000 5000
2500 2000 3000 3500 |
Предельно допустимые концентрации наиболее часто встречающихся вредных газов и аэрозолей в воздухе сварочных цехов (ССБТ ГОСТ 12.1.005-88)
Наименование веществ (вредных примесей) | Величина ПДК, |
1 | 2 |
Газы Озон Окислы азота (в пересчете на Окись углерода Фтористый водород Соли фтористой кислоты (в пересчете на |
0,1 5,0 20,0 0,5 1,0 |
Аэрозоли металлов и их соединения Алюминий, окись алюминия, сплавы алюминия Бериллий и его соединения Пыль трех окиси или пятиокиси ванадия и его соединений Вольфрам Окись железа с примесью окислов марганца (до 3%) Окись железа с примесью фтористых или марганцевых соединений (3-6%) Марганец (в пересчете на Марганец (в пересчете на Молибден, растворимые соединения в виде аэрозоля конденсации Никель, окись никеля Свинец и его неорганические соединения Окисла титана Торий Хромовый ангидрид, хроматы, бихроматы (в пересчете на Окись хрома Окись цинка |
2,0 0,001 0,5 6,0 6,0 4,0 0,3 0,3 4,0 0,5 0,01 10,0 0,05 0,01 1,0 6,0 |


